
Hydraulic cylinders for positioning the cell of flight simulators require fast and reliable position feedback of the shaft for dynamic control. In combination with a suitable proportional valve, a hydraulic cylinder can be upgraded to a positioning drive that can generate high acceleration forces on the cell of the flight simulator. Inductive sensors with pressurized housings up to more than 400 bar are used for position monitoring and controlling and are integrated into the cylinder body. The inductive displacement transducers (LVDT linear variable differential transformer), supply the absolute position value of the cylinder and the position of the cell of the flight simulator in the respective axis with highest accuracy and very dynamically.

Flight simulator with hydraulic actuators and cylinder travel measurement
The sensor technology - HYD series.
The inductive sensor technology is based on the linear variable differential transformer (LVDT) and is predestined for use in harsh industrial environments. Due to their compact design, the HYD series devices can be completely integrated into the cylinder.

Sectional view of hydraulic cylinder with integrated inductive displacement transducer
For this purpose, the sensor body is screwed or plugged into the cylinder body. The piston receives a bore for the sensor housing protruding into the cylinder. The push rod of the transducer is screwed into the piston and moves inside the sensor body when the hydraulic cylinder is actuated. Due to their function, LVDT displacement transducers are one of the most reliable and robust sensors. The wear-free non-contact measuring principle guarantees long-life. The devices can withstand high shock and vibrations as found in dynamically operating hydraulic cylinders without damage. Inside the sensor body there is only an impregnated and encapsulated coil system. eddylab avoids using sensitive electronic components in the sensor and relocates them externally to a switch cabinet or to integrated cable electronics.
Various designs with threaded and plug-in flanges as well as cable outlet and connector variations allow optimized integration into the cylinder. The plug-in flange solution provides easy machining of the cylinder head and simple sensor mounting. In addition, eddylab offers the service of adapting special designs regarding measuring range, flange design, pressure range or other customer requirements.
Continuous cast profiles are produced in the steel industry with chill moulds. For this purpose, liquid steel is filled into the moulds made of cooled copper or graphite. In order to prevent liquid steel from sticking to the mould, a casting powder is used as separating medium. The mould is set into vertical oscillating movements of approx. 10 Hz with a stroke of a few millimeters by hydraulic cylinders. This creates a longitudinal movement of the steel slabs. Further processing of the continuous cast profiles consists of hot and/or cold rolling and cutting into specific lengths.

Steel production in continuous cast profiles
In order to achieve an oscillating motion of a heavy machine (weight approx. 25 tons), enormous forces are necessary, which are generated by huge hydraulic cylinders. An inductive sensor (LVDT) is integrated in the hydraulic cylinder. It provides information about the exact stroke and supplies the signal to the machine control to regulate the oscillation stroke. This is necessary to control the resulting horizontal movement of the slabs.
The extreme ambient conditions with extreme heat, shock and vibration are problematic. Electronics integrated in the sensor would not be able to withstand these conditions. The solution offered by eddylab is the external electronics DEEneo, allowing a distance of more than 100m cable length between sensor and electronics. The DEEneo is mounted in a secure electrical room near the machine control system.
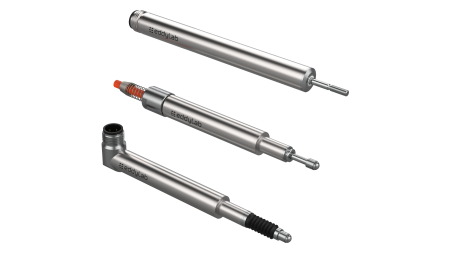
The sensor is a pressure-tight and temperature-resistant inductive displacement transducer (LVDT full bridge) of the SM-HYD series for cylinder integration.
 Inductive displacement transducer with pressurised design for cylinder installation
Inductive displacement transducer with pressurised design for cylinder installation
Hygienic cleanliness and sterility play a significant role during production and filling of food regarding food safety. Dairy products such as yoghurt, pudding, coffee-containing milk drinks but also powdery substances such as milk powder or flour are preferably bottled in the hygienic standards "ultraclean" and "aseptic". Therefore, the machine and packaging are regularly cleaned by hot steam and the use of aggressive chemicals. This ensures that no bacteria, germs or unwanted foodstuffs (cross-contaminations) get into the product. All devices installed in the machine are also cleaned, which results in significantly increased product requirements.

Yoghurt filling before sealing and cup leakage check
Yoghurt cups are automatically placed in a carrier and transported through the machine by a conveyor chain. The cup is going to be sterilized before the food is filled. At the sealing station, the yoghurt cup is sealed by welding on a sterilized aluminum foil lid. The machine manufacturer must ensure that this process is done with the highest possible quality.
Reliability is essential in order to keep the number of defective products in shops as low as possible and the associated risk of losing customer confidence in the product or even the brand. This is ensured at the end of the process by an in-line cup tightness check where each individual yoghurt cup is subjected to a separate tightness test.
The aluminum lid of the yoghurt cup is heated by a 250 °C hot plate which is directly connected to the push rod of the inductive sensor. Due to the brief heating air inside the cup expands and bends the lid upwards. The inductive sensors from eddylab detect the lifting of the heating plate continuously, precisely and reliably and transmit their signal to the machine control system. If the lid is leaking, the heated air escapes from the cup, the lid does not bulge and the sensor does not detect any expansion. As a result, the defective product is reliably ejected.

Lifting of the heating plate during cup tightness check
The SLX series is specially optimized for applications in the food, medical and pharmaceutical industry and guarantees maximum robustness.
Customized sensor dimensions and different sensor designs allow the sensors to be perfectly adapted to the specific application.
 Inductive displacement transducer with heating plate for cup leakage control
Inductive displacement transducer with heating plate for cup leakage control
LOCA describes a loss-of-coolant accident in a nuclear reactor that can be caused by a damaged piping system. In a worst case scenario, it must be assumed that both pipe ends have been ripped off and twice the pipe cross-section is available as exit surface. This is important for dimensioning the emergency cooling systems and the size of the safety containment of a reactor. Redundant systems must be available and damaged pipelines must be closed by safety valves within short time. The initiating causes can be various, such as earthquakes, aircraft crashes or tsunamis. Due to catastrophes like Fukushima in 2011, safety installations have become more important and old nuclear power plants are going to be upgraded.
Water hammer (hydraulic shock) is another phenomenon that can occur in hot steam pipes if parts of the saturated steam condenses and accumulates in the pipe due to insufficient drainage. Parts of the piping can be completely filled with water. This water column is accelerated by the steam pressure and produces a kickback similar to a piston in a cylinder. Pipe bendings offer a particularly high resistance to the incoming water column and its mass inertia. The pressure in the pipeline network increases in a short period of time to a multiple of the maximum allowed steam pressure and can exceed the safety factor of the pipe design. The result can be a deformation or even a burst of the pipeline network.

Pipeline with Steam Pipe Monitoring in Power Plant
In both accidents, LOCA (loss of coolant accident) and water hammer, it is important to constantly monitor safety-relevant plant components such as pipelines for coolant and superheated steam and, if necessary, to be able to shut them off immediately by closing safety valves. Redundant systems take over their function. An effective safety device consists of the attachment of displacement transducers to the pipeline system according to the measuring principle of an inductive full bridge (LVDT). The inductive displacement sensor transmits the position and the movement of the pipeline as a signal to the control station. In addition, low-frequency vibrations in the pipeline network are detected and indicate an approaching accident. The pipe positions of many different measuring points are displayed in the control station of the power plant. If a value exceeds the previously defined tolerance field with regard to the maximum permissible pipe displacement or pipe vibration amplitude, an alarm is activated, and further safety procedures are initiated. In order to reduce the movement of pipelines, shock absorbers are installed at critical points. LVDT sensors are installed parallel to the absorber cylinders and measure their travel range continuously.

Mounting of inductive displacement transducers for Steam Pipe Monitoring
(Position measurement of the pipeline)
The measuring ranges of the inductive displacement transducers are between 50 and 300 mm. The displacement transducers themselves must withstand extreme operating conditions without any damage, e.g. the maximum temperature of 180 °C or an escaping steam-air mixture with 100% RH (relative humidity) and condensed humidity of 0.5 kg per m³ at a temperature of 125 °C. eddylab sensors specially designed and produced for this purpose consist of a cylindrical housing and a movable actuator (pushrod) for displacement measurement. The housing is attached to the basement by a fixture system, while the movable actuator is attached to the pipe system. If the steam pipe with the actuator moves in relation to the sensor, the displacement signal changes. Steam pipe monitoring results from the continuous monitoring of the signal in the power plant control center.
A coil system, consisting of a primary and two secondary coils, is working inside the sealed sensor body. The DEEneo signal conditioner supplies the primary coil of the LVDT with a carrier frequency signal and analyses the differential secondary voltage with regard to amplitude and phase. A key advantage of this transducer technology is the functionality with large cable lengths between sensor and driver electronics. The external electronics can be installed in a “safe” area within a distance of 100 m.